
http://dx.doi.org/10.15649/2346030X.923
Evaluación del cumplimiento de requisitos BPM en empresas productoras de Queso Paipa.
Assessment of compliance with GMP requirements in companies producing Paipa Cheese.
Yamile Omaira Puerto-Avendaño1
Gloria Elizabeth Grimaldo-León2
Miriam Andrea Wilches-Torres3
- Universidad de Boyacá, Tunja - Colombia. E-mail: yopuerto@uniboyaca.edu.co Autor de correspondencia
- Universidad de Boyacá, Tunja - Colombia.
- Universidad de Boyacá, Tunja - Colombia.
Recibido:06 de enero de 2021.
Aprobado: 14 de abril de 2021.
Publicado: 1 de mayo de 2021.
Atribución 4.0 Internacional (CC BY 4.0)
Resumen— El Queso Paipa es un producto insigne del departamento de Boyacá, con denominación de origen otorgada según resolución 70802 de 2011 de la SIC, y con gran potencial en el desarrollo territorial debido a su vinculación con otras actividades como el turismo y la gastronomía. La comercialización del Queso Paipa en los mercados formales exige un estricto cumplimiento de las regulaciones de inocuidad alimentaria, no solo dentro del marco normativo legal sino como un indicador de confianza en el consumidor. Es por esto que la inocuidad de los alimentos se asegura mediante los esfuerzos combinados de todas las partes interesadas como proveedores, consumidores y gobierno. En Colombia el Instituto Nacional de Vigilancia de Medicamentos y Alimentos (INVIMA), es la entidad encargada de regular las normas establecidas por el Ministerio de Protección Social en relación con los requisitos sanitarios que deben cumplir los establecimientos donde se procesen alimentos. Las Buenas Prácticas de Manufactura (BPM) contempladas en la Resolución 2674 de 2013 para Colombia, estipulan los estándares que deben cumplir las empresas en lo correspondiente a las BPM en la industria de alimentos. En esta investigación se describen los resultados del diagnóstico realizado a 10 empresas productoras de Queso Paipa vinculadas a ASOQUESOPAIPA, 8 de las cuales han participado de proyectos financiados por entidades de orden nacional y regional. Como resultado de la evaluación se logró evidenciar que el 90 % de las empresas cumplen con BPM, en porcentajes que oscilan entre el 74 % y 95 %; teniendo en cuenta que la normatividad exige como mínimo un 60% en cumplimiento para obtener el concepto favorable para estar en funcionamiento y comercializar sus productos. Estos resultados contribuyen a que los productos que se fabriquen dentro de las plantas no representen ningún riesgo a la salud del consumidor, garantizando la inocuidad del alimento.
Palabras clave: Queso Paipa; Buenas Prácticas de Manufactura; Inocuidad alimentaria; Sistema de gestión de inocuidad alimentaria; Higiene de alimentos.
Abstract— Paipa Cheese is a distinguished product of the Boyacá department, with a designation of origin granted according to resolution 70802 of 2011 of the SIC, and with great potential in territorial development due to its link with other activities such as tourism and gastronomy. The commercialization of Paipa Cheese in formal markets requires strict compliance with food safety regulations, not only within the legal regulatory framework but also as an indicator of consumer confidence. This is why food safety is ensured through the combined efforts of all stakeholders such as suppliers, consumers and government. In Colombia, the National Institute for Food and Drug Surveillance (INVIMA) is the entity in charge of regulating the standards established by the Ministry of Social Protection in relation to the health requirements that establishments where food is processed must meet. The Good Manufacturing Practices (GMP) contemplated in Resolution 2674 of 2013 for Colombia, stipulate the standards that companies must meet in relation to GMP in the food industry. This research describes the results of the diagnosis made to 10 companies that produce Paipa Cheese linked to ASOQUESOPAIPA, who have participated in projects financed by national and regional entities. As a result of the evaluation, it was possible to show that 90 % of the companies comply with BPM, in percentages that range between 74 % and 95 %; taking into account that the regulations require at least 60 % in compliance to obtain the favorable concept to be in operation and market their products. These results contribute to the fact that the products that are manufactured within the plants do not represent any risk to the health of the consumer, guaranteeing the safety of the food.
Keywords: Paipa cheese; good manufacturing practices; food safety; food safety management system; food hygiene.
En Boyacá el Queso Paipa es uno de los productos representativos de la región. Nació en Sotaquirá y su comercialización se realizaba en Paipa (Boyacá), donde se convirtió en un producto de amplio reconocimiento. Los productores de este queso han logrado abrirse paso en el mercado a pesar de las dificultades que han atravesado como son las imitaciones del Queso Paipa y más recientemente la competencia proveniente de los mercados lácteos internacionales que ha llegado con la globalización y la apertura mercantil.
Todo esto ha hecho que los productores del Queso Paipa busquen nuevas estrategias que les den la oportunidad de mantenerse y fortalecerse en el mercado, esta búsqueda los ha llevado a pensar en la idea de exportar. Han logrado comercializar a nivel nacional en cadenas de retail, como Carulla, Éxito, Jumbo, D1, entre otras, compitiendo con empresas reconocidas a nivel internacional [1].
En el año 2012 la asociación de productores de Queso Paipa (ASOQUESOPAIPA) quedó formalmente constituida en la cámara de comercio de Duitama y obtuvo registro único tributario de la DIAN de Sogamoso. Esta asociación nace de la necesidad de capacitarse, ofrecer un producto de calidad, promover su comercialización y consumo, abrir nuevos mercados e implementar la denominación de origen.
En comunicación sostenida con un miembro de la Asociación de Productores de Queso Paipa (ASOQUESOPAIPA) se manifestó que ninguna de las empresas de Queso Paipa ha culminado la implementación de Buenas Prácticas de Manufactura (BPM). Las principales causas atribuidas son deficiencias en infraestructura para cumplir con los requisitos de diseño sanitario, sistemas de producción sin los debidos controles de proceso, carencia en la implementación de programas de muestreo, entre otros, factores que están latentes en cualquier etapa del proceso, afectando así la inocuidad de los productos.
Debido al gran potencial del Queso Paipa para llegar a mercados nacionales e internacionales [2], gracias a su reciente denominación de origen, surgen la necesidad de priorizar la incorporación de normativas como BPM para garantizar la inocuidad de los alimentos y mejorar la competitividad del producto. La comercialización del Queso Paipa en los mercados formales, es decir, oferta de productos que cuenten con el registro sanitario expedido por el Instituto Nacional de Vigilancia de Medicamentos y Alimentos (INVIMA), exige un estricto cumplimiento de las regulaciones de inocuidad alimentaria. En Colombia el INVIMA es la entidad encargada de regular las normas establecidas por el Ministerio de Protección Social en relación a los requisitos sanitarios que deben cumplir los establecimientos que procesen alimentos [3].
En las fábricas de Queso Paipa se han realizado mejoras para comercializar productos a nivel nacional, teniendo buena aceptación en los mercados. La gobernación de Boyacá ha realizado inversiones importantes en las empresas productoras de Queso Paipa, 8 empresas de las 10 pertenecientes a la asociación de productores de Queso Paipa ASOQUESOPAIPA han participado en proyectos que han sido financiados por: INNpulsa, Ministerio de Comercio Industria y Turismo en torno a la cadena láctea con énfasis en adecuaciones locativas y transferencia tecnológica (equipos – maquinaria), como beneficiarios de los proyectos FENALCO MLAC001-18, Año 2018 – 2019, Cámara de Comercio de Duitama MLAC 013-018 y MLAC 009-017, años 2018 – junio de 2019, Procolombia y/o el Programa de Transformación productiva PTP, proyectos que aportaron a realizar mejoras locativas, adecuaciones de infraestructura para el procesamiento de derivados lácteos, así como acompañamiento técnico para dar cumplimiento a la resolución 2674 de 2013 del INVIMA sobre BPM [4] y asistencia técnica en costos de producción y dotación de algunos equipos para la obtención de derivados lácteos (Datos no publicados).
El plan de desarrollo departamental de Boyacá cuenta con un programa denominado “Creemos en nuestros productos” encaminado a la exportación de productos boyacenses. Este programa tiene el objetivo de desarrollar una ruta metodológica de exportación que facilite los procesos y procedimientos en beneficio del empresario boyacense, lo cual se encuentra articulado con que el Queso Paipa está considerado entre los productos potencialmente promisorios para mercado internacional, siendo embajador de la marca Boyacá. Por tal razón, se han realizado acciones para mejorar su producción y su calidad [5]. Cabe resaltar que el gobierno departamental actual dará continuidad a este programa denominado en su plan como “Boyacá Exporta”, enfocado a empresarios grandes, medianos, pequeños y aquellos emprendedores que ven en la exportación una opción a futuro y un motor de desarrollo para sus empresas, actividad que debe estar regida por la nueva normativa del comercio exterior en Colombia [6].
Este documento evidencia la evaluación del cumplimiento de requisitos BPM en empresas productoras de Queso Paipa, a través del análisis de sus capacidades, intereses y experiencia en prácticas de inocuidad alimentaria, lo que se constituirá en una oportunidad de mejora y un avance en el camino de la implementación BPM, contribuyendo con el cumplimiento de metas del gobierno departamental [5], relacionadas con el apoyo a productos potencialmente promisorios para el mercado internacional, entre los que se encuentra el Queso Paipa.
Las infecciones y enfermedades derivadas de alimentos contaminados permanecen y amenazan la salud pública mundial. La concientización sobre la inocuidad alimentaria sigue siendo un problema importante entre los consumidores tanto en los países desarrollados como en los países en desarrollo. Estos últimos están mayormente afectados por enfermedades transmitidas por los alimentos debido a los bajos estándares de vida, la higiene personal deficiente y la falta de acceso a un tratamiento médico adecuado [6].
Dentro del consejo nacional de política económica y social CONPES 2010 las fábricas o plantas procesadoras en donde se modifica o transforma la leche para hacerla apta para el consumo humano, o como materia prima para la elaboración de derivados lácteos como el queso presentan limitaciones, entre las que se cuentan: deficiencias en infraestructura para cumplir con los requisitos de diseño sanitario, sistemas de producción sin los debidos controles de proceso, carencia en la implementación de buenas prácticas de manufactura y del sistema HACCP (sistemas de inocuidad básicos de este eslabón), deficiencias en los sistemas de almacenamiento de frío, acceso o disponibilidad de laboratorios para el control de calidad de los productos, y limitaciones tecnológicas en el manejo de residuos, que los convierte en factores de contaminación de aguas servidas [7].
La inocuidad de los alimentos está relacionada con la presencia y control de peligros enfocados a garantizar que no causarán daño a la salud del consumidor. Los peligros asociados se pueden presentar en cualquier etapa de la cadena alimentaria, por esta razón es esencial el control adecuado. La inocuidad de los alimentos se asegura mediante los esfuerzos combinados de todas las partes interesadas como proveedores, consumidores y gobierno. Los principios para un Sistema de Gestión en Inocuidad Alimentaria armonizan los siguientes elementos clave, generalmente reconocidos [8]:
- Comunicación Interactiva (p. 7)
- Gestión del Sistema (p. 7)
- Análisis de Peligros y Puntos Críticos de Control, principios (HACCP) (p. 7)
- Programas Prerrequisitos (p. 7)
Desde el 2015, está vigente la Resolución 2674 de 2013 [4], allí se estipulan los estándares que deben cumplir las empresas en lo correspondiente a las Buenas Prácticas de Manufacturan (BPM) en la Industria de Alimentos donde corresponde documentar los programas prerrequisitos. Para la implementación de Análisis de Peligros y Puntos Críticos de Control (APPCC o HACCP por sus siglas en inglés) se encuentra el Decreto 60 de 2002[9], elemento clave para la implementación del Sistema de Gestión en Inocuidad Alimentaria [10].
Las dos normas descritas (BPM y HACCP), juegan un papel importante en la inocuidad de los alimentos. Thomé Da Cruz y Menasche [11], estipulan que la implementación de estas normas, genera una alta expectativa de cero contaminaciones microbiológicas, representando así un gran desafío para la producción y comercialización de alimentos tradicionales, debido a que dichas contaminaciones ponen en peligro las mismas características que hacen que estos alimentos sean únicos, diversos y deseables [12], [13], [14], [15].
El Codex Alimentarius, del año 2009, ha recomendado la implementación del Análisis de Peligros y Puntos Críticos de Control (HACCP) y los programas de prerrequisitos (PRP) (Buenas Prácticas de Fabricación y Procedimientos Operativos Estándar de Saneamiento) como sistemas de inocuidad de los alimentos. Además de prevenir enfermedades transmitidas por alimentos, estos sistemas de gestión de la higiene y la seguridad mejoran la confianza del consumidor en el suministro de alimentos y proporcionan una base normativa para el comercio alimentario nacional e internacional [16].
Los programas de gestión de la calidad a menudo se denominan programas de requisitos previos en la industria alimentaria. Un requisito previo es algo que debe ser lo primero, antes de dar el siguiente paso. Los programas de requisitos previos apoyan el funcionamiento del negocio, como es el caso de las BPM. En el ámbito de la seguridad del producto, si no se implementan y siguen las BPM, existe la posibilidad de que se produzca un producto inseguro, y tanto los consumidores como las empresas pueden sufrir [15].
En Colombia la resolución 2674 de 2013 [4], tiene por objeto establecer los requisitos sanitarios que deben cumplir las personas naturales y/o jurídicas que ejercen actividades de fabricación, procesamiento, preparación, envase, almacenamiento, transporte, distribución y comercialización de alimentos y materias primas de alimentos y los requisitos para la notificación, permiso o registro sanitario de los alimentos, según el riesgo en salud pública, con el fin de proteger la vida y la salud de las personas.
Los capítulos que comprenden las BPM son [4]:
- Edificación e Instalaciones (p. 7)
- Equipos y Utensilios (p. 13)
- Personal Manipulador de Alimentos (p. 15)
- Requisitos Higienicos de Fabricación (p. 18)
- Aseguramiento y Control de Calidad (p. 22)
- Saneamiento (p. 24)
- Almacenamiento, Distribución, Transporte y Comercialización de Alimentos y Materias Primas para Alimentos (p. 24)
La documentación es una parte muy importante de BPM y mejorará la visibilidad de la calidad funciones de aseguramiento y control de calidad [17]. Integrar la higiene básica y los nuevos programas de inocuidad alimentaria de acuerdo a la normativa nacional [18], dado que la higiene básica es un requisito previo de cualquier programa de inocuidad alimentaria, es una forma de atender las diferentes complejidades de los servicios alimentarios. La formación debe evaluarse continuamente generando un feedback.
Asimismo, diversos autores estiman que las dos razones más importantes para implementar el sistema de gestión de inocuidad, son el cumplimiento de la legislación y la respuesta a las demandas de los principales clientes [19], [20], [21]. Numerosos estudios han encontrado que el cumplimiento con la legislación es una razón decisiva para tener un sistema de gestión de la seguridad del servicio, ya sea HACCP o ISO 22000 [22], [10]. De alguna manera, las BPM son el resultado de explicar "así es como hacemos las cosas aquí". Escriba lo que va a hacer, hágalo y documente que lo hizo [23].
Por otra parte, el queso Paipa accedió a la protección de la Denominación de Origen D.O. en 2011 como iniciativa de la administración pública municipal de Paipa, del Departamento de Boyacá, y con el apoyo del Ministerio de Comercio Industria y Turismo. El Queso Paipa es el único queso colombiano semimadurado y hoy cuenta con la protección de Denominación de Origen, según Resolución 70802 de 2011 de la SIC. Significa que sus características distintivas y su vínculo con la zona de origen han sido reconocidos legalmente. Solo puede llamarse Queso Paipa a los quesos producidos y procesados en Sotaquirá y Paipa de acuerdo con las especificaciones de la D.O [24].
Adicionalmente, el Queso Paipa fue seleccionado como iniciativa OVOP (One Village, One Product) por la Agencia de Cooperación Internacional Japonesa (JICA). Se visiona el Queso Paipa, como un eje del desarrollo territorial alrededor del cual se puede integrar el turismo, las riquezas gastronómicas y geográficas, iniciando un camino hacia la confluencia de sectores productivos [24]. La iniciativa del Queso Paipa en Boyacá con el reconocimiento de “Un pueblo-Un Producto” OVOP Colombia por sus siglas en inglés y con la protección de la Denominación de Origen impulsa el proceso de auto valoración de este producto como riqueza del territorio, en torno al cual se dinamiza la economía regional y se revitaliza la identidad local [24].
Globalmente, llegar al nivel actual en el que se encuentran las organizaciones, en particular las manufactureras de alimentos, ha implicado una serie de cambios y evolución de pensamiento acerca de lo que se persigue al conquistar un consumidor [25]. La implementación de estándares internacionales en el mercado representa un elemento necesario en el proceso de mejora para formar empresas competitivas, lo que podría generar una salida al mercado internacional [8]. La Organización Internacional de Estandarización (ISO) lleva a cabo una encuesta anual que tiene como propósito averiguar el progreso de los sistemas de gestión ISO a nivel mundial, en donde se evidencia el crecimiento en Colombia, que hasta el año 2017 contaba con 80 certificaciones y en 2018 aumentó a 124 [26].
Garantizar la total seguridad y alta calidad sanitaria de los alimentos en el cumplimiento de las normas internacionales es fundamental importancia para la sociedad por el aspecto de la salud pública, para los consumidores y la industria [27].
La metodología empleada para el diagnóstico del nivel de implementación de BPM en las empresas productoras de Queso Paipa vinculadas a ASOQUESOPAIPA es de tipo descriptivo. Con revisión documental y entrevistas a grupos de interés para sustentar los factores que determinan el cumplimiento en Buenas Prácticas de Manufactura BPM.
La población objetivo está conformada por 10 empresas productoras de queso Paipa. Se diseñó un instrumento de evaluación basado en el modelo del Instituto Nacional de Vigilancia de Medicamentos y Alimentos (INVIMA), el cual fue aplicado durante el periodo comprendido entre el 25 de julio y 15 de agosto de 2020.
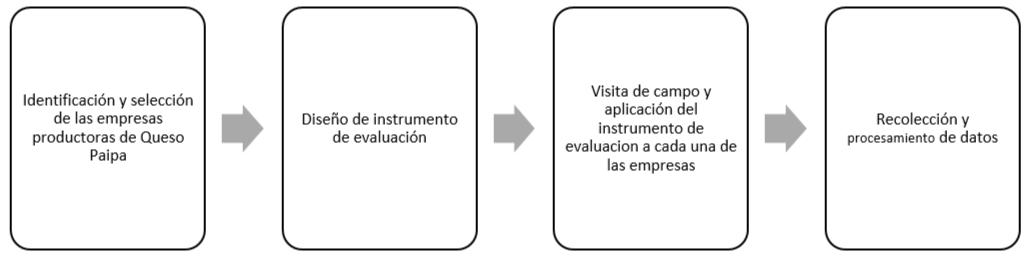
Figura 1: Diseño metodológico.
Fuente: Elaboración propia. [4]
Fase 1. Identificación y selección de las empresas productoras de Queso Paipa: en esta fase se solicitó a las empresas que conforman ASOQUESOPAIPA su vinculación y participación en el proyecto. La asociación está formalmente constituida, lo que la ha hecho acreedora a múltiples beneficios para su fortalecimiento, como se mencionó en la introducción de este documento. El nombre de cada empresa fue codificado para mantener la confidencialidad de la información: HRL3C, 6CG9G, 2F3KL, 5X5CA, H7HFR, 6QEBP, MM8JG, YH95D, VG4E8 y J8NUX.
Fase 2. Diseño de instrumento de evalución. Se diseñaron listas de chequeo con base en la normatividad legal vigente: Resolución 2674 de 2013[4] por medio del instrumento acta de inspección sanitaria a fábricas de alimentos identificada con código IVC-INS-FM008, Versión: 08 del 28/12/2017[28]. Las listas de chequeo se organizan en seis secciones y 19 categorías de análisis, como se presenta en la tabla 1.
Tabla 1: Composición de las listas de chequeo.
Sección |
Categoría de Análisis |
Número de requisitos |
Sección 1 |
Instalaciones físicas |
7 |
Sección 2 |
Abastecimiento de agua potable |
4 |
Manejo y disposición de residuos líquidos |
3 |
|
Manejo y disposición de residuos sólidos (basuras) |
5 |
|
Control de plagas (artrópodos, roedores, aves) |
3 |
|
Limpieza y desinfección |
5 |
|
Instalaciones sanitarias |
5 |
|
Sección 3 |
Practicas higiénicas y medidas de protección |
10 |
Educación y capacitación |
3 |
|
Sección 4 |
Diseño y construcción |
12 |
Equipos y utensilios |
8 |
|
Sección 5 |
Materias primas e insumos |
5 |
Envases y embalajes |
3 |
|
Operaciones de fabricación |
6 |
|
Operaciones de envasado y empaque |
3 |
|
Almacenamiento de producto terminado |
5 |
|
Condiciones de transporte |
1 |
|
Sección 6 |
Sistemas de control |
6 |
Acceso a laboratorio |
1 |
Fuente: Resolución 2674 de 2013. [4]
Fase 3. Visita de campo a cada una de las empresas. Las listas de chequeo fueron evaluadas mediante visita presencial a las instalaciones de las 10 empresas participantes del proyecto, mediante visita previamente concertada con el propietario o gerente. La verificación del cumplimiento de los requisitos se realizó en presencia del propietario o su delegado para la actividad, con el fin de obtener información confiable.
Aplicación del instrumento de evaluación. Cada una de los requisitos evaluados en las categorías de análisis podrían tomar valores entre 0, 1 y 2, dependiendo del cumplimiento: Cumple completamente: 2; Cumple parcialmente: 1; No cumple: 0; No aplica: NA; No observado: NO. De este modo, las categorías pueden tomar valores entre cero y el valor máximo presentado en la tabla 2.
Tabla 2: Valores máximos asignados por categoría de análisis.
Categoría de Análisis |
Puntaje esperado |
Instalaciones físicas |
14 puntos |
Abastecimiento de agua potable |
8 |
Manejo y disposición de residuos líquidos |
6 |
Manejo y disposición de residuos sólidos (basuras) |
10 |
Control de plagas (artrópodos, roedores, aves) |
6 |
Limpieza y desinfección |
10 |
Instalaciones sanitarias |
10 |
Practicas higiénicas y medidas de protección |
20 |
Educación y capacitación |
6 |
Diseño y construcción |
24 |
Equipos y utensilios |
16 |
Materias primas e insumos |
10 |
Envases y embalajes |
6 |
Operaciones de fabricación |
12 |
Operaciones de envasado y empaque |
6 |
Almacenamiento de producto terminado |
10 |
Condiciones de transporte |
2 |
Sistemas de control |
12 |
Acceso a laboratorio |
2 |
TOTAL PUNTAJE ESPERADO |
190 |
Fuente: Elaboración proia. [4]
Fase 5. Recolección y procesamiento de los datos. Inicialmente, se calcula un porcentaje de cumplimiento de las categorías de análisis para cada empresa, aplicando el siguiente indicador.
![]()
Seguidamente, se calcula el perfil sanitario de las empresas, que indica el porcentaje de cumplimiento de los requisitos de la normatividad sobre BPM, empleando el siguiente indicador.
![]()
Finalmente, se calcula un promedio aritmético de los porcentajes de cumplimiento de cada categoría para cada una de las 10 empresas participantes de la investigación. Este resultado, nos permite identificar el nivel de cumplimiento de las empresas de ASOQUESOPAIPA frente a los requisitos BPM.
A continuación, se presentan los resultados obtenidos en la metodología aplicada. Debido a la extensión de la información, se expondrán como ejemplo de los resultados obtenidos, el cálculo del porcentaje de cumplimiento en cada categoría para la empresa identificada como HRL3C, ver tabla 3. Luego, se describen los resultados del perfil sanitario de cada empresa participante. Para terminar, se presentan los resultados del nivel de cumplimiento respecto a las BPM del conjunto de empresas pertenecientes a ASOQUESOPAIPA.
Tabla 3: Porcentaje de cumplimiento de requisitos y perfil sanitario de la empresa HRL3C.
Perfil sanitario |
Puntaje esperado |
Puntaje obtenido |
HRL3C |
Instalaciones físicas |
14 |
14 |
100,0 % |
Abastecimiento de agua potable |
8 |
6 |
75,0 % |
Manejo y disposición de residuos líquidos |
6 |
6 |
100,0 % |
Manejo y disposición de residuos sólidos (basuras) |
10 |
9 |
90,0 % |
Control de plagas (artrópodos, roedores, aves) |
6 |
5 |
83,3 % |
Limpieza y desinfección |
10 |
8 |
80,0 % |
Instalaciones sanitarias |
10 |
9 |
90,0 % |
Prácticas higiénicas y medidas de protección |
20 |
19 |
95,0 % |
Educación y capacitación |
6 |
5 |
83,3 % |
Diseño y construcción |
24 |
21 |
87,5 % |
Equipos y utensilios |
16 |
13 |
81,3 % |
Materias primas e insumos |
10 |
9 |
90,0 % |
Envases y embalajes |
6 |
6 |
100,0 % |
Operaciones de fabricación |
12 |
12 |
100,0 % |
Operaciones de envasado y empaque |
6 |
5 |
83,3 % |
Almacenamiento de producto terminado |
10 |
10 |
100,0 % |
Condiciones de transporte |
2 |
2 |
100,0 % |
Sistemas de control |
12 |
10 |
83,3 % |
Acceso a laboratorio |
2 |
2 |
100,0 % |
PERFIL SANITARIO |
190 |
169 |
88,9 % |
Fuente: Elaboración propia. [4]
Con los resultados de cada una de las empresas, se realizó un análisis como el que se presenta en la tabla 3, gracias a lo cual se obtuvo el perfil sanitario de los participantes en el estudio, ver figura 2.
En la figura 2, se logra evidenciar que el 90 % de las empresas productoras de Queso Paipa, cumplen con los requisitos de las BPM, exigidas por la resoulucion 2674 de 2013, es decir un perfil sanitario con cumplimiento igual o superior al 60 %.
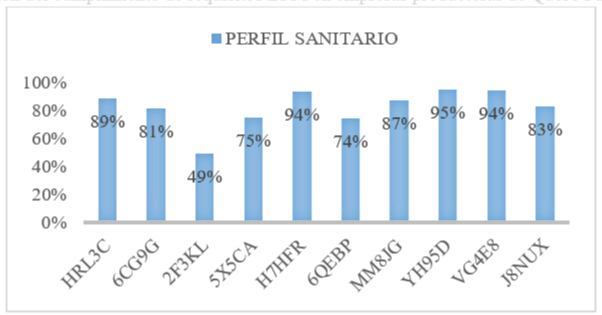
Figura 2: Porcentaje de cumplimiento de requisitos BPM en empresas productoras de Queso Paipa.
Fuente: Elaboración propia.
Así, gracias a la participación de las empresas de ASOQUESOPAIPA se puede identificar el nivel de cumplimiento de las empresas vinculadas, respecto a cada una de las categorías de análisis y requisitos de la normativa relacionada con las BPM, como se evidencia en la tabla 4, donde se promediaron las calificaciones obtenidas por cada empresa participante de la investigación para obtener un perfil general de la asociación.
Tabla 4: Nivel de cumplimiento de ASOQUESOPAIPA frente a la normativa BPM [4].
Categoría de análisis |
Puntaje |
Instalaciones físicas |
88 % |
Abastecimiento de agua potable |
79 % |
Manejo y disposición de residuos líquidos |
95 % |
Manejo y disposición de residuos sólidos (basuras) |
76 % |
Control de plagas (artrópodos, roedores, aves) |
87 % |
Limpieza y desinfección |
80 % |
Instalaciones sanitarias |
87 % |
Prácticas higiénicas y medidas de protección |
94 % |
Educación y capacitación |
85 % |
Diseño y construcción |
79 % |
Equipos y utensilios |
76 % |
Materias primas e insumos |
86 % |
Envases y embalajes |
92 % |
Operaciones de fabricación |
90 % |
Operaciones de envasado y empaque |
80 % |
Almacenamiento de producto terminado |
83 % |
Condiciones de transporte |
80 % |
Sistemas de control |
67 % |
Acceso a laboratorio |
80 % |
Fuente: Elaboración propia.
a. Instalaciones físicas
Las instalaciones físicas y el sistema de fabricación de la empresa son parte integral del proceso de producción y contribuyen significativamente a su éxito o fracaso [29]. Como resultado del diganóstico aplicado en BPM a las 10 empresas productoras de Queso Paipa, se identifica que las instalaciones físicas fueron diseñadas empíricamente, por lo cual los propietarios terminan diseñando y planificando una fábrica que no es adecuada para la producción de alimentos, lo que causa muchos problemas en el flujo de producción una vez que la fábrica está en funcionamiento. Es por esto, que se propone que futuras investigaciones determinen los diseños mínimos de distribución de planta, métodos de trabajo y estudios técnicos para la expansión de las empresas productoras de Queso Paipa.
b. Abastecimiento de agua potable
De acuerdo con los los resultados, algunas empresas deben empezar a implementar dentro de su plan de muestreo los análisis físicoquímicos y microbiológicos que den garantía de la potabilidad del agua que se utiliza en el proceso como se estipula en la normativa [30], especialmente en la limpieza de equipos. De igual forma, se cuenta con tanques de almacenamiento de agua potable, los cuales deben seguir su mantenimiento mínimo cada 6 meses como lo exige la resolución 2674 de 2013 [4]. Sin embargo, se recomienda tener en cuenta la fuente de abastecimiento para establecer la frecuencia de lavado de los tanques, debido a la posibilidad de presentar lodos, como en el caso de los acueductos veredales.
c. Manejo y disposición de residuos líquidos
Este elemento se constituye en la principal fortaleza encontrada, gracias a la reutilización del suero producto del proceso, que no llega a las trampas de grasa. En los casos estudiados la mayor fuente de residuos líquidos se encuentra en el lavado de los equipos. Se propone la divulgación y promoción de estrategias para continuar con la reutilización de los subproductos o residuos del proceso de transformación del Queso Paipa, como el caso del lactosuero que por su valor nutricional pueden aportar en el desarrollo de nuevos productos e innovación de productos existentes [31].
Se recomienda empezar a realizar caracterización del vertimiento, para determinar que este dentro de los valores límites máximos permisibles la concentración de las sustancias descargadas a los cuerpos de agua y que puedan afectar la calidad de la misma; las autoridades ambientales son las responsables de hacer un seguimiento y control al cumplimiento de la normativa [32, p. 15].
d. Manejo y disposición de residuos sólidos (basuras)
Entre los elementos evaluados se encuentran los contenedores, procedimiento de clasificación en la fuente, área adecuada para su almacenaje, frecuencia de recolección. Como mejora, es necesaria la implementación del código de colores no solo en los contenedores sino también en las bolsas [33]. Adicionalmente, algunas empresas no tienen previstos los mecanismos de disposición final para residuos peilgrosos como bombillas, residuos de pruebas de laboratorio, empaques de sustancias químicas, entre otros. Debido a que la cantidad de residuos peligrosos generada por el proceso de fabricación del Queso Paipa, no permite que sea rentable su recolección por parte de las empresas de recolección de este tipo de residuos.
e. Control de plagas (artrópodos, roedores, aves)
La mayoría de las empresas hace control de plagas con barreras físicas, pero se requiere mejora en las rejillas dispuestas en los drenajes, debido a que permitiría ingreso de animales rastreros e insectos por los orificios de las rejillas. Algunos de los problemas del control de plagas son ocasionados por la inadecuada planeación de la planta física.
f. Limpieza y desinfección
Las empresas participantes del estudio se destacaron por la limpieza de las instalaciones. Es recomendable, en pro de mantener los niveles de limpieza que se solicite a los proveedores de productos de limpieza las fichas técnicas y hojas de seguridad con las dosificaciones recomendadas según las superficies a limpiar. En estos casos, se ha demostrado que el saneamiento reduce la carga de patógenos, como Listeria monocytogenes, de las superficies en contacto con los alimentos [34].
g. Instalaciones sanitarias
La mayoría de las empresas cuenta con un número suficiente de instalaciones sanitarias acorde con el número de colaboradores o personal que interviene en el proceso. Se recomienda mantener las instalaciones sanitarias con la dotación necesaria y suficiente para la higiene personal.
h. Prácticas higiénicas y medidas de protección
En este aspecto es importante resaltar el papel de los colaboradores, en quienes se logró evidenciar el cumplimiento de los requisitos para manipulación de alimentos, en este sentido es importante destacar que la buena satisfacción con el trabajo también se relacionó con las prácticas adecuadas introducidas [35]. Estas prácticas son un factor importante en la seguridad alimentaria, sin embargo, convertir el conocimiento en prácticas adecuadas es un proceso complejo, pero puede tener el efecto de reducir el riesgo de Enfermedad Transmitida por Alimentos ETA y,en consecuencia, el cuidado de la salud del consumidor [36].
Los manipuladores de alimentos también pueden ser vehículos que transportan organismos asociados a Enfermedades Transmitidas por los Alimentos (ETAs), como Salmonella , Estafilococos y E-coli [37]. Además, otras causas incluyen la probabilidad de que los manipuladores de alimentos puedan portar patógenos (sin mostrar ningún síntoma) y transmitir esos patógenos en los alimentos [38], [39]. Por esto, se recomienda continuar con el mantenimiento de las prácticas higiénicas y medidas de protección entre el personal que manipula los alimentos, así como exigirlas a los visitantes.
i. Educación y capacitación
Varios autores argumentan que la capacitación, en temas de manipulación de alimentos, no solo debe centrarse en los aspectos teóricos, sino que también debe ser práctica para fomentar actitudes positivas hacia las prácticas de inocuidad de los alimentos y ser parte de una cultura de inocuidad establecida. El apoyo, el refuerzo positivo y la motivación que los supervisores, gerentes y capacitadores brindan a los manipuladores de alimentos son extremadamente importantes para el éxito de la capacitación en seguridad alimentaria y la participación de los manipuladores en la formación, evidencia la creación de una cultura positiva entre los manipuladores [40], [41], [42], [43], [35], [18]. Por esto, se recomienda hacer un plan de capacitación anual con metodología, duración y cronograma; acorde con las necesidades de la empresa, tanto a personal antiguo como personal nuevo.
j. Diseño y construcción
Los problemas de higiene alimentaria y la falta de sostenibilidad se pueden encontrar en el diseño básico de la propia fábrica de alimentos [29]. Los principales hallazagos de mejora encontrados en las empresas productoras de Queso Paipa se encuentran en la planeación de actividades de mantenimiento locativo preventivo, así como la asignación de presupuesto requerido para tal fin. De modo que, se permita la continua y permanente adecuación de las instalaciones con las necesidades del proceso.
k. Equipos y utensilios
En el momento de adquirir un equipo y/o utensilio, exigir a los proveedores las buenas prácticas de fabricación [44], y dependiendo del material el cumplimiento de las resoluciones [45], [46] para la verificación del cumplimiento de los límites de migración total que puedan tener hacia el alimento. De igual forma, los proveedores deben garantizar que los “objetos, envases, materiales y equipamientos, destinados a entrar en contacto con los alimentos y bebidas, deben estar en las listas positivas sean de la FDA (Food and Drug Administration), Estados Unidos (EU); CE (Unión Europea o Estados Miembro de la Unión Europea) o Mercosur” [44, p. 13].
l. Materias primas e insumos
Teniendo en cuenta que el Queso Paipa es un producto a base de leche cruda, es importante las materias primas e insumos se sometan a controles de calidad estrictos y acordes con los protocolos de muestreo, previo a su uso en el proceso, para garantizar la inocuidad del producto final desde la recepción de la materia prima. Asimismo, es importante fortalecer los planes de selección de proveedores y su seguimiento en las prácticas de ordeño.
m. Envases y embalajes
Al igual que en la evaluación de equipos y utensilios, es importante el seguimiento de proveedores que cumplan con los requisitos mencionados anteriormente. Aunque en este caso, encontramos empresas que han innovado en el material de empaque, por lo cual se deben considerar las normativas aplicables para cada material [44], [46][47].
n. Operaciones de fabricación
La manipulación de alimentos comprende todas las etapas del tratamiento y almacenamiento de los alimentos, desde la recepción de las materias primas hasta los productos finales y su distribución, es decir, de la granja a la mesa [48]. Para las operaciones de fabricación del Queso Paipa, se estima conveniente un flujo continuo de producción que impida la proliferación de microorganismos indeseables. Además, contando con los controles de temperatura y tiempo. En el Queso Paipa es importante contar con los tiempos de maduración necesarios para minimizar la carga microbiana.
o. Operaciones de envasado y empaque
Para garantizar la trazabilidad del producto se recomienda contar con registro documentado de los procesos necesarios desde la recepción de materia prima hasta la entrega del producto terminado. Además, es indispensable incluir la tabla nutricional en las etiquetas del Queso Paipa, para cumplir con los requisitos normativos debido a su composición nutricional [49][50][51].
p. Almacenamiento de producto terminado
En la fabricación del Queso Paipa, no se presenta almacenamiento en planta de producto terminado, dado que los productos pueden continuar en proceso de maduración. El área dispuesta para almacenamiento de producto terminado solo se usa para alistar pedidos de los clientes. Sin embargo, se recomienda que si hay devoluciones de producto se realice la trazabilidad para identificar las causas de las devoluciones.
q. Condiciones de transporte
Durante el trabajo de campo del presente estudio, no se evidencaron las condiciones de transporte. Sin embargo, las empresas contaban con los documentos soporte de que los vehículos distribuidores cuentan con las características de operación y mantenimiento para la distribución de alimentos, emitidas por las entidades reguladoras como de la secretaría de salud. Algunas empresas no cuentan con el servicio de transporte, dado que sus clientes recogen en planta el producto terminado.
r. Sistemas de control
Los investigadores han demostrado que el consumo de productos lácteos no pasteurizados puede ser 150 veces más riesgoso que el de productos pasteurizados [52], dado que los patógenos se encuentran con mayor frecuencia en la leche cruda [53]. De ahí, la importancia en continuar el fortalecimiento de los planes de muestreo, calibración de equipos y contar con la documentación que soporte la implementación y seguimiento de los procedimientos de control. Adicionalmente, para dar cumplimiento a la normativa, se debe contar con personal técnico idóneo de tiempo completo [4, p. 23], situación que indujo a que las empresas participantes en el estudio obtuvieran la califiación mas baja.
s. Acceso a laboratorio
Es de resaltar, que la mayoría de las empresas participantes en el estudio cuentan con laboratorios para realizar las pruebas de plataforma “prueba de alcohol, ausencia de conservantes, adulterantes y neutralizantes por muestreo selectivo, prueba de densidad, prueba de lactometría o crioscopia, prueba de acidez, ausencia de antibióticos y recuento microbiano” [54, p. 23]. Es neceario fortalecer la apliación de pruebas de ausencia de antibióticos y recuento microbiano, dada su importancia para dar garantía de la inocuidad del Queso Paipa en riesgos tanto químicos como biológicos.
Con los resultados obtenidos se recomienda la continuidad de políticas gubernamentales para el fortalecimiento del sector lácteo de Boyacá, lo cual ha repercutido en la creación de ventajas competitivas para las empresas productoras de Queso Paipa, que se incluyeron en el presente estudio.
De igual forma, se recomienda el seguimiento a las inversiones realizadas por parte de las entidades gubernamentales, así como las mismas empresas, para promover el crecimiento del sector. Especialmente, las inversiones en infraestructura física y equipos que, por su vida útil, puedan convertirse en obsoletas.
Adicionalmente, es importante destacar la necesidad de mejorar la categoría de evaluación de BPM sobre Educación y Capacitación, donde es fundamental la participación de la comunidad entorno al Queso Paipa para mejorar los niveles de implementación de las BPM.
Incentivar programas de selección, capacitación y reconocimiento de proveedores de leche, para así garantizar la incouidad de los alimentos desde la materia prima.
Realizar estudios de mercado para comercializar los subproductos del proceso, como el caso del suero dulce que se emplea como materia prima de la mantequilla, requesón, bebidas lácteas y en algunas ocasiones subproductos para alimentación animal.
[1] H. C. M. Díaz, “Exportación de Queso Paipa, ¿un reto que vale la pena?,” 2016.
[2] D. Mariño, “Importancia de las Denominaciones de Origen,” Superintendencia de industria y comercio, 2020. [Online]. Available: https://www.sic.gov.co/ruta-pi/junio28/importancia-de-las-denominaciones-de-origen.
[3] INVIMA (Instituto Nacional de Vigilancia de Medicamentos y Alimentos), Manual de inspección, vigilancia y control sanitario de alimentos y bebidas basado en riesgo para las entidades territoriales de salud, vol. 01, no. 3. 2015.
[4] Ministerio de salud y protección social, “Resolucion 2674 de 2013,” Minist. salud y protección Soc., p. 37, 2013.
[5] G. de Boyacá, Plan de Desarrollo Departamental. 2016.
[6] G. de Boyacá, “Plan Departamental de Desarrollo,” Gob. Boyacá, pp. 1–171, 2020, doi: 10.1017/CBO9781107415324.004.
[7] Ministerio de Agricultura y Desarrollo Rural, M. de la P. Social, V. y D. T. Ministerio de Ambiente, I. y T. Ministerio de Comercio, S. N. de A.- SENA, and D. – D. de D. R. Sostenible, “Consolidación de la politica sanitaria y de inocuidad para las cadenas láctea y cárnica,” Conpes 3676, 2010. [Online]. Available: http://www.ica.gov.co/getattachment/3b31038a-72ba-40f9-a34d-cecd89015890/2010cp3676.aspx.
[8] SGS, “ESTANDAR INTERNACIONAL ISO 22000 Segunda edición,” 2018.
[9] Ministerio de salud y proteccion social, “Decreto numero 60 de 2002,” vol. 2002, no. enero 18, pp. 1–7, 2002.
[10] M. Casanueva Ojeda, “Buenas prácticas de manufactura y estudio preliminar para la implementación del sistema de análisis de peligros y puntos críticos de control en una planta láctea en Paraguay,” Rev. Científica la UCSA, vol. 2, no. 1, pp. 6–48, 2015.
[11] F. Thomé Da Cruz and R. Menasche, “Tradition and diversity jeopardised by food safety regulations? The Serrano Cheese case, Campos de Cima da Serra region, Brazil,” 2014, doi: 10.1016/j.foodpol.2013.04.014.
[12] C. Carrascosa, R. Millán, P. Saavedra, J. R. Jaber, A. Raposo, and E. Sanjuán, “Identification of the risk factors associated with cheese production to implement the hazard analysis and critical control points (HACCP) system on cheese farms,” J. Dairy Sci., vol. 99, no. 4, pp. 2606–2616, 2016, doi: 10.3168/jds.2015-10301.
[13]M. A. Costa Dias, A. S. Sant’Ana, A. G. Cruz, J. de A. F. Faria, C. A. Fernandes de Oliveira, and E. Bona, “On the implementation of good manufacturing practices in a small processing unity of mozzarella cheese in Brazil,” Food Control, vol. 24, no. 1–2, pp. 199–205, 2012, doi: 10.1016/j.foodcont.2011.09.028.
[14] S. Cusato et al., “Food safety systems in a small dairy factory: Implementation, major challenges, and assessment of systems’ performances,” Foodborne Pathog. Dis., vol. 10, no. 1, pp. 6–12, 2013, doi: 10.1089/fpd.2012.1286.
[15] E. Domenech, J. A. Amorós, and I. Escriche, “Effectiveness of prerequisites and the HACCP plan in the control of microbial contamination in ice cream and cheese companies,” Foodborne Pathog. Dis., vol. 10, no. 3, pp. 222–228, 2013, doi: 10.1089/fpd.2012.1305.
[16] (Food and Agriculture Organization of the the United Nations) FAO, Análisis de riesgos relativos a la inocuidad de los alimentos Guía para las autoridades nacionales de inocuidad de los alimentos, vol. 53, no. 9. 2009.
[17] D. Chahar, Natural health products and good manufacturing practices, Third Edit. Elsevier Inc., 2019.
[18] P. H. Luu, B. Davies, and M. P. Dunne, “The association between factors which affect the food safety practices of seafood distributors within the southern domestic distribution chains in Vietnam,” Food Control, vol. 73, pp. 332–340, 2017, doi: 10.1016/j.foodcont.2016.08.018.
[19] Y. Khatri and R. Collins, “Impact and status of HACCP in the Australian meat industry,” Br. Food J., vol. 109, no. 5, pp. 343–354, 2007, doi: 10.1108/00070700710746768.
[20] A. Wilcock, B. Ball, and A. Fajumo, “Effective implementation of food safety initiatives: Managers’, food safety coordinators’ and production workers’ perspectives,” Food Control, vol. 22, no. 1, pp. 27–33, 2011, doi: 10.1016/j.foodcont.2010.06.005.
[21] S. Henson and G. Holt, “Exploring Incentives for the Adoption of Food Safety Controls: HACCP Implementation in the U.K. Dairy Sector,” Rev. Agric. Econ., vol. 22, no. 2, pp. 407–420, 2000, doi: 10.1111/1058-7195.00030.
[22] C. Escanciano and M. L. Santos-Vijande, “Reasons and constraints to implementing an ISO 22000 food safety management system: Evidence from Spain,” Food Control, vol. 40, no. 1, pp. 50–57, 2014, doi: 10.1016/j.foodcont.2013.11.032.
[23] K. Knutson, “Good manufacturing practice compliance is not optional,” Food Saf. Lessons Cannabis-Infused Edibles, pp. 47–68, 2020, doi: 10.1016/b978-0-12-819512-3.00004-3.
[24] G. de Boyacá, “CATALOGO RUTA DEL QUESO PAIPA,” 2017.
[25] L. Bernal Saenz, “Lineamientos Para La Implementación De Fssc22000-1; Sistema De Certificación En Inocuidad De Alimentos En Una Organización,” Rev. Sci. Agroaliment., vol. 2, no. 0, pp. 25–31, 2015.
[26] International Organization for Standardization, “ISO 22000 - Food safety management systems — Requirements for any organization in the food chain,” ISO, vol. 106, pp. 1–8, 2019, doi: 10.1109/IEEESTD.2007.4288250.
[27] E. Konecka-Matyjek, H. Turlejska, U. Pelzner, and L. Szponar, “Actual situation in the area of implementing quality assurance systems GMP, GHP and HACCP in Polish food production and processing plants,” Food Control, vol. 16, no. 1, pp. 1–9, 2005, doi: 10.1016/j.foodcont.2003.10.007.
[28] INVIMA (Instituto Nacional de Vigilancia de Medicamentos y Alimentos), “IVC-INS-FM008 ACTA INVIMA 27-12-2017.” p. 10, 2017.
[29] N. Z. N. Hasnan, N. A. Aziz, N. Zulkifli, and F. S. Taip, “Food Factory Design: Reality and Challenges Faced by Malaysian SMEs,” Agric. Agric. Sci. Procedia, vol. 2, pp. 328–336, 2014, doi: 10.1016/j.aaspro.2014.11.046.
[30] Ministerio de la Protección Social and Ministerio de Medio Ambiente Vivienda y Desarrollo Territorial, “Resolución Número 2115 de 2007, Por medio de la cual se señalan características, instrumentos básicos y frecuencias del sistema de control y vigilancia para la calidad del agua para consumo humano,” Minambiente, p. 23, 2007.
[31] R. A. Parra Huertas, “Lactosuero: importancia en la industria de alimentos.,” Rev. Fac. Nac. Agron. Medellín, vol. 62, no. 1, pp. 4967–4982, 2009, doi: 10.1016/j.ijfoodmicro.2010.04.011.
[32] Ministerio de Medio Ambiente Vivienda y Desarrollo Sostenible, “Resolución 0631 de 2015,” The Archaeology of Britain: An Introduction from Earliest Times to the Twenty-First Century: Second Edition. 2009, doi: 10.4324/9780203861950.
[33] Ministerio de ambiente y desarrollo sostenible, “Resolucion 2184 de 2019.pdf.” pp. 1–9, 2019.
[34] M. Campdepadrós, A. M. Stchigel, M. Romeu, J. Quilez, and R. Solà, “Effectiveness of two sanitation procedures for decreasing the microbial contamination levels (including Listeria monocytogenes) on food contact and non-food contact surfaces in a dessert-processing factory,” Food Control, vol. 23, no. 1, pp. 26–31, 2012, doi: 10.1016/j.foodcont.2011.05.017.
[35] L. T. Rebouças, L. B. Santiago, L. S. Martins, A. C. Rios Menezes, M. da P. N. Araújo, and R. C. de C. Almeida, “Food safety knowledge and practices of food handlers, head chefs and managers in hotels’ restaurants of Salvador, Brazil,” Food Control, vol. 73, pp. 372–381, 2017, doi: 10.1016/j.foodcont.2016.08.026.
[36] S. liu, Z. liu, H. Zhang, L. Lu, J. Liang, and Q. Huang, “Knowledge, attitude and practices of food safety amongst food handlers in the coastal resort of Guangdong, China,” Food Control, vol. 47, pp. 457–461, 2015, doi: 10.1016/j.foodcont.2014.07.048.
[37] N. Rosmawati, W. Manan, N. Izani, and N. Nurain, “Validity and Reliability of Food Safety Knowledge and Practices Questionnaire among Food Handlers,” Heal. Environ. J., vol. 6, no. 1, pp. 11–30, 2015.
[38] A. A. Suwaidi H E, A. W. Faisal, and E. E. Sawaf, “Hygienic Practices Among Food Handlers in Dubai,” Int. J. Prev. Med. Res., vol. 1, no. 3, pp. 101–108, 2015.
[39] M. B. Egan et al., “A review of food safety and food hygiene training studies in the commercial sector,” Food Control, vol. 18, no. 10, pp. 1180–1190, 2007, doi: 10.1016/j.foodcont.2006.08.001.
[40] D. Al-Kandari, J. Al-abdeen, and J. Sidhu, “Food safety knowledge, attitudes and practices of food handlers in restaurants in Kuwait,” Food Control, vol. 103, no. April, pp. 103–110, 2019, doi: 10.1016/j.foodcont.2019.03.040.
[41] D. A. Agüeria, C. Terni, V. M. Baldovino, and D. Civit, “Food safety knowledge, practices and attitudes of fishery workers in Mar del Plata, Argentina,” Food Control, vol. 91, pp. 5–11, 2018, doi: 10.1016/j.foodcont.2018.03.028.
[42] C. A. F. De Oliveira, A. G. Da Cruz, P. Tavolaro, and C. H. Corassin, “Food Safety: Good Manufacturing Practices (GMP), Sanitation Standard Operating Procedures (SSOP), Hazard Analysis and Critical Control Point (HACCP),” Antimicrob. Food Packag., pp. 129–139, 2016, doi: 10.1016/B978-0-12-800723-5.00010-3.
[43] T. H. Vo, N. H. Le, A. T. N. Le, N. N. Tran Minh, and J. P. Nuorti, “Knowledge, attitudes, practices and training needs of food-handlers in large canteens in Southern Vietnam,” Food Control, vol. 57, pp. 190–194, 2015, doi: 10.1016/j.foodcont.2015.03.042.
[44] Ministerio de Salud y Protección Social., “Resolución 683 De 2012,” Diario oficial. p. 16, 2012.
[45] Ministerio de Salud y Protección Social., “Resolución 4142 de 2012,” Ministerio de Salud y Protección Social; INVIMA. p. 9, 2012.
[46] Ministerio de Salud y Protección Social., “Resolución 4143 De 2012,” Diario oficial. p. 11, 2012.
[47] M. de S. y P. Social., “Resolución 834 De 2013,” Diario oficial. p. 8, 2013.
[48] F. and A. O. of the U. N. P. A. Health, Food handlers manual. Instructor. 2017.
[49] Ministerio de Salud y Protección Social, “Resolución 5109 de 2005,” vol. 2005, no. March. pp. 25–27, 2005.
[50] Ministerio de Salud y Protección Social., “Resolución 333 de 2011,” Ministerio de la protección social, vol. 2011. p. 56, 2011.
[51] Ministerio de salud y proteccion social, “Resolución 2508 de 2012.” p. Por la cual se stablece el reglamento tecnico sobr, 2012.
[52] A. J. Langer, T. Ayers, J. Grass, M. Lynch, F. J. Angulo, and B. E. Mahon, “Nonpasteurized dairy products, disease outbreaks, and State Laws-United States, 1993-2006,” Emerg. Infect. Dis., vol. 18, no. 3, pp. 385–391, 2012, doi: 10.3201/eid1803.111370.
[53] S. P. Oliver, K. J. Boor, S. C. Murphy, and S. E. Murinda, “Food safety hazards associated with consumption of raw milk,” Foodborne Pathog. Dis., vol. 6, no. 7, pp. 793–806, 2009, doi: 10.1089/fpd.2009.0302.
[54] Ministerio de la Protección Social, “Decreto 616 de 2006.” 2006.