
http://dx.doi.org/10.15649/2346030X.2745
Modelo de simulación discreta para evaluar políticas de inventario en un restaurante especializado.
Discrete event simulation model to evaluate inventory policies in a specialized restaurant.
Sebastián Penagos-Arroyave1
Yony Fernando Ceballos2
Verónica Vanessa García-García3
Melissa Munera-Pulgarín4
- Universidad de Antioquia, Medellin - Colombia.
- Universidad de Antioquia, Medellin - Colombia. E-mail: yony.ceballos@udea.edu.co Autor de correspondencia
- Universidad de Antioquia, Medellin - Colombia.
- Universidad de Antioquia, Medellin - Colombia.
Recibido: 18 de septiembre de 2021.
Aceptado:15 de diciembre de 2021.
Publicado: 1 de enero de 2022.
Atribución 4.0 Internacional (CC BY 4.0)
Resumen— El uso de la simulación permite a una compañía el entendimiento de sus procesos y, mediante la modelación de sus problemas encontrar soluciones que se ajusten a sus necesidades y que les permita tomar medidas correctivas para que sus procesos sean ejecutados de forma adecuada. Por tal razón, se emplea la simulación discreta como herramienta para entender el proceso de producción de alimentos de una microempresa de la ciudad, en la cual se tiene como misión satisfacer a sus clientes con el mejor pollo asado, apanado y los mejores productos preparados de la región. Este proyecto se centrará en identificar las posibles fallas en su proceso y en evaluar soluciones que se ajusten a los recursos de la empresa y que generen buenos resultados financieros. Para el desarrollo de este trabajo se estudiará el proceso de asar y apanar pollos (debido a que son principales productos de venta). Además, su propósito es evaluar la capacidad de inventario, es decir, identificar si existe exceso de inventario, o por el contrario escasez que este generando pérdidas o sobrecostos en la empresa y desde ahí, estar en la posición de tomar medidas correctivas.
Palabras clave: simulación, productos cárnicos, preparación, inventario, distribución, Simul8®.
Abstract— The use of simulation allows a company to understand its processes and, by modeling its problems, find solutions that fit its needs and allow them to take corrective measures so that their processes are properly executed. For this reason, discrete simulation is used as a tool to understand the food production process of a microenterprise in the city, whose mission is to satisfy its customers with the best roast, breaded chicken and the best products prepared from the region. This project will focus on identifying possible flaws in your process and evaluating solutions that fit the company's resources and generate good financial results. For the development of this work, the process of roasting and breading chickens (because they are the main products for sale) will be studied. In addition, its purpose is to evaluate the inventory capacity, that is, to identify if there is excess inventory, or on the contrary, a shortage that is generating losses or cost overruns in the company and from there, be in the position to take corrective measures.
Keywords: simulation, meat products, preparation, inventory, distribution, Simul8®.
La elaboración y venta de comidas basadas en aves es una industria importante a nivel mundial. Tanto países desarrollados como países en vías de desarrollo consideran esta industria una oportunidad de desarrollo promisoria, tanto en temas de exportación de piezas como para consumo interno [1], [2]. En Colombia, la mayoría de las empresas que pertenecen a este sector están agrupadas en MiPyME (micro, pequeña y mediana empresa). “Aproximadamente el 30% de las empresas MiPymes, se mantienen sanas y operando, mientras que el índice de mortalidad está alrededor del 70%” [3], esta situación hace complejo el nicho donde las empresas en Colombia inician su recorrido y estas suelen tener poco capital para operar y por ello, un análisis de expertos sobre el mercado o una correcta planeación de su negocio es necesaria [4]. Tradicionalmente, Las pequeñas y medianas empresas afrontan constantemente cambios que pueden perjudicarlas, si no se saben afrontar. Debido a que hoy en día el mercado es competitivo y se mueve rápidamente, se deben tomar decisiones rápidas y que permitan incrementar la productividad y la simulación es eficiente a la hora de determinar qué tipo de medidas se deben tomar para una correcta planeación estratégica y de mejora continua [5].
Estudios previos han evidenciado la necesidad de realizar procesos de optimización en el manejo de materia prima que proviene de una cadena de frío [6]–[8]. Esa cadena debe conservarse con procesos rigurosos para que esta materia prima (en nuestro caso los pollos) mantengan óptimas condiciones de salubridad y de calidad y aparte de esto se puedan emplear de manera apropiada en el proceso de producción de los alimentos en las empresas. Para el caso de productos realizados a través de pollo congelado y en el caso específico de producción de pollo asado y/o apanado, es necesario tener en cuenta que las unidades que se reciben al día son procesadas posteriormente a su recepción es decir las órdenes se hacen el día previo llegan el día siguiente y son utilizadas en su totalidad durante el día [9], [10].
En cuanto a desempeño de fábricas procesadoras de alimentos, diversos estudios han mostrado que estos procedimientos se deben realizar con una fuerte integración en la cadena productiva es decir las órdenes se hagan en una cadena que sea cohesionada como observamos en [11], [12]. No obstante, también es necesario conocer una estimación de la demanda la cual nos permita reducir esas variaciones al momento de hacer las órdenes, en función del tiempo de entrega de la materia prima [13]. Finalmente, en otros estudios se han presentado aproximaciones a procesos productivos altamente industrializados en los cuales no se tienen procesos manuales y lo que se produce directamente va a parar en grandes superficies, lo cual define una estructura de mercado diferente a la que se pretende en este estudio [14].
Nuestra empresa se ubica en el sector secundario (transforma el pollo de crudo a asado o apanado dependiendo del caso) y en el sector terciario (venden productos ya transformados, ofrecen un servicio) y está ubicada en el sector urbano de Medellín, Colombia [15]. En la visita realizada a la empresa, se logró identificar cómo se realiza el proceso en general del negocio, se identificaron cómo se realizaba la producción de pollo asado y apanado y en qué condiciones quedaba el inventario después de un día laboral [16]. A partir de la visita, se configura la siguiente pregunta de investigación: ¿Es posible mejorar el manejo del inventario en la empresa orientados a la disminución de los gastos, de tal forma que se optimice el proceso de preparación de los pollos asados y apanados?
Esta situación cambiante en el mercado que incluso la podría hacer caer en bancarrota hace que la simulación se convierta en una herramienta útil, en donde pueden modelar su situación actual, los escenarios que se pueden dar con cambios en ciertas partes del negocio, esta técnica puede ser más económica que otras y así aumentar su competitividad y por ello empresas transformadoras y comercializadoras de alimentos, que son de tamaño micro, se pueden ver intimidadas frente a un mercado competitivo y por ello hacer una correcta planeación de las estrategias de mercadeo y de la administración del negocio se hace necesario [17].
La modelación de un problema mediante la simulación de eventos discretos permite la toma de decisiones estratégicas dentro de cualquier organización. Con la ayuda de estas herramientas se pueden ver errores o identificar de dónde vienen problemas que a simple vista no se podría lograr e implementar soluciones acordes con la empresa, en la que se esté realizando [18]–[20].
a. Materiales
Para el análisis de la información recolectada, es esencial contar con herramientas como Simul8 [21], [22], que permite hacer un modelo cercano a la realidad del funcionamiento de la empresa y de allí poder tomar las decisiones pertinentes sobre los problemas que puedan surgir o sobre mejoras propuestas para el proceso actual, que se vean reflejadas en una mayor productividad y ganancia de utilidades, teniendo en cuenta los costos. Para la realización de este estudio se usaron datos recopilados manualmente y algunos datos históricos brindados por la empresa, también se usó Statgraphics para realizarle pruebas de bondad a los datos recopilados [23], [24].
b. Definición del problema
En la empresa se han tenido algunos problemas a la hora de tener un inventario de su materia prima principal (pollo crudo), debido a que, en ocasiones han tenido altas demandas del producto y no tiene el suficiente para vender al público o tienen demasiado inventario y esto genera una falta de liquidez debido a que deben pagar empleados, proveedores y gastos del local. Esta situación configura el objetivo de la investigación de la siguiente forma: Desarrollar un modelo de simulación que permita mejorar el manejo de inventarios de materia prima en la empresa. A su vez, los objetivos específicos son: 1. Identificar y delimitar el problema, 2. Construir un modelo de simulación que represente la situación actual. 3. Proponer escenarios de mejora a partir del modelo de simulación. 4. Realizar un análisis de resultados y conclusiones.
Por lo tanto, es necesario identificar variables, cuales son más sensibles e importantes en este subsistema y como se puede abordar de una manera efectiva el problema [25]. Para lograrlo, se buscan opciones de mejoramiento al proceso de venta de pollo asado y apanado, con la finalidad de incrementar su productividad y especialmente acerca de la adquisición del número correcto de materia prima para mantener inventario óptimo. Para tal fin se estructura el proceso de simulación siguiendo lo presentado en la tabla 1.
Tabla 1: Etapas del trabajo.
Etapas |
Actividad |
|
1 |
Selección de la empresa e Identificación de procesos y productos. |
1. Seleccionar la empresa. |
2. Recolección de datos a través de una visita o información brindada por una persona involucrada en dicho proceso. |
||
3. Analizar y describir el proceso de asado de pollo bajo el cual se va a realizar el trabajo. |
||
4. Elaboración de un informe parcial. |
||
2 |
Análisis y desarrollo del modelo de simulación. |
5. Desarrollar un modelo de simulación que nos permita ilustrar los procesos elegidos. |
6. Determinar algunas variables críticas que estén afectando directamente al modelo. |
||
3 |
Identificar posibles soluciones. |
7. Observar y analizar los modelos realizados para identificar posibles causas al problema seleccionado. |
8. Implementar cambios al modelo de simulación y observar los resultados. |
||
4 |
Evaluación. |
9. Evaluar las soluciones implementadas en la etapa anterior por medio de un análisis de sensibilidad o algún otro método. |
10. Elegir la solución óptima o relevante a través de una comparación del modelo original y los modelos sugeridos. |
||
Fuente: Elaboración propia.
En la bodega del restaurante se tiene una capacidad de almacenar 12 canastas a las cuales les caben 20 pollos crudos por canasta. la empresa los viernes y sábado compra alrededor de 200 o 220 pollos por cada uno de esos días, con el fin de dejar un excedente para el día siguiente que le permita tener producto preparada cuando abran el negocio. La materia prima es entregada entre las 10 a 12 de la mañana de ese mismo día y, en promedio se venden de 180 a 200 pollos diarios, pero al final del día no les queda materia prima suficiente para empezar la cocción de pollo asado o apanado, debido a que, para la realización del primero, el horno se debe cargar con 48 pollos (6 varillas en las cuales caben 8 pollos crudos), para evitar sobre costos y para el segundo, tandas de 16 pollos. este problema les puede generar sobre costos o pérdida de tiempo para empezar a producir [2]. Al final del día se observan clientes en cola, esperando pedidos, por lo cual se pueden estar perdiendo ingresos extras al dejar de vender producto.
c. Descripción del proceso
El proceso de producción de pollo apanado y asado consiste en los siguientes subprocesos: al inicio llega la materia prima (220 pollos en promedio) cada 24 horas al inicio de cada jornada. Luego se procede a almacenar para su preparación caracterizando en pollos asados y apanados, para utilizarlos más adelante. Los pollos son preparados de la siguiente manera: los asados, son preparados en varillas de a 8 unidades, para llenar el horno que tiene una capacidad de 48 pollos en total (para poner maximizar las ganancias y disminuir costos el horno debe estar con la carga completa), este proceso dura 99 minutos promedio; para los pollos apanados, se deben meter a 2 freidoras, cada una con capacidad de 16 unidades, con un tiempo de cocción de 35 minutos aproximadamente. luego de que los productos están cocidos se pasan a una vitrina a baño maría con una capacidad de 72 pollos, mientras esperan a ser vendidos [26].
La realización de la venta de pollos se hace con dos tipos de entradas de clientes: Los primeros consumidores llegan al restaurante y pueden pedir el pollo para llevar (35% de los clientes totales) o para consumir en el restaurante ( 25 % de los clientes totales), cuando entran al restaurante un mesero les realizan la orden (en los casos del pollo para llevar), reciben su pedido, pasan a caja, pagan y se van, o en el otro caso les busca una mesa para que los clientes se sienten y así tomarles el pedido (en el caso de los que van a consumir el pollo allá), les traen el pedido, tienen un tiempo de consumo en mesa, luego pasan a caja, pagan y se van. Los segundos consumidores son los que hacen llamadas al restaurante pidiendo un domicilio, que representan el 40% del total de los clientes, estos llaman y hacen su pedido (este proceso tiene un tiempo de duración promedio de 3 minutos y llaman cada 6,5 minutos en promedio), cuando el pedido está listo se le entrega a un mensajero (estos son requeridos a consideración del administrador del negocio, es muy variable el valor de estos, pero en promedio son de 2 a 3 personas.
d. Definición de variables
Con el objetivo de definir las variables más relevantes que hacen parte del proceso de pollo apanado y asado en la empresa, se clasifican en varios tipos: Las variables sobre las cuales se tiene control son conocidas como variables endógenas entre las cuales se tiene, las variables de estado que permitirán evaluar el desempeño del modelo planteado y las variables exógenas que generalmente no son controlables [27], [28].
- Tiempo de preparación del pollo apanado: hace referencia al tiempo que transcurre desde que se selecciona una tanda de pollos hasta que se finaliza su tipo de preparación y es llevado a baño maría.
- Tiempo de preparación del pollo asado: Hace referencia al tiempo que transcurre desde la selección de tandas de pollos hasta que finaliza su tipo de preparación y es llevado a baño maría.
- Tiempo de apanado pedido: Tiempo que se demora la entrega del pedido de pollo apanado a los clientes
- Tiempo de asado pedido: Tiempo que se demora la entrega del pedido de pollo asado a los clientes
- Tiempo de otros pedidos: Tiempo que se demora la entrega de otros tipos de productos a los clientes.
- Tiempo asado mesa: Tiempo que se demora un cliente en consumir su pedido de pollo asado en la mesa
- Tiempo apanado mesa: Tiempo que se demora un cliente en consumir su pedido de pollo apanado en la mesa
- Tiempo otra mesa: Tiempo que se demora un cliente en consumir su pedido de otro tipo de productos (vendidos en el restaurante) en la mesa
- Tiempos de caja: es el tiempo que se emplea para atender a un cliente en la caja, hasta el momento en este restaurante se cuenta con una sola caja.
- Tiempos de atención al cliente: es el tiempo promedio que se demora un mesero en atender a un cliente.
- Tiempos de entrega de pedidos: tiempo promedio el cual se demora en tener el pedido listo de un cliente.
- Tiempo de llegada de la materia prima (Exógena): es el tiempo que pasa desde que se realiza un pedido con el respectivo proveedor hasta que dicho pedido llega a la empresa.
- Cantidad promedio de pollo de cada referencia (apanado y asado) (Estado): en promedio el 60% del pollo son apanados y el 40% asados.
- Cantidad promedio de materia prima (pollos) que ingresan a la empresa (Estado): los viernes y sábados ingresan 220 pollos en promedio.
e. Conceptualización del modelo
La empresa labora de lunes a domingo, pero para motivos de simulación se tendrá en cuenta los viernes y sábado, ya que es en esos días donde se presenta la problemática a estudiar. El proceso de producción como tal empieza las actividades correspondientes a esa área a las 9 am y termina a las 3pm, pero nuevamente inicia sus actividades a las 6pm hasta las 11pm de forma continua. Pero por otro lado el área de servicio al cliente empieza a las 10 am de forma continua hasta las 11pm. los descansos de los trabajadores no se hacen a una hora específica, los realizan cuando hay menos trabajo en el día y esto varía mucho.
Los pedidos de los clientes se realizan personalmente, los cuales llegan al restaurante cada 4 minutos en promedio y por medio de llamadas los cuales llegan cada 6.5 minutos en promedio.
En el proceso se definen 12 actividades: las cuales son: preparación pollo asado, preparación pollo apanado, asado pedido, apanado pedido, otros pedidos, asado mesa, apanado mesa, mesa otros, consumo mesa, caja, atención_llamadas, llevar pedido. Para una apropiada elaboración del modelo, se realizó una recolección de datos y se asignaron las distribuciones correspondientes de cada actividad.
El proceso inicia con la previa preparación del pollo asado y apanado, con el fin de tenerlos listos al momento de la llegada de los clientes. Cuando llega un cliente al local (sea para comer allí, se le asigna una mesa o para llevar su pedido), o por medio de llamadas telefónicas, se les toma el pedido y pasa a ser preparado. si el cliente está en el restaurante se le entrega para comer ahí o para llevar, o si por el contrario fue por llamada telefónica, uno de los domiciliarios se encarga de llevarlo a la dirección de destino. Cuando los clientes en mesa terminan de comer pasan a hacer una cola para pagar su pedido y finalmente, los clientes que llevan su pedido para comer fuera del restaurante reciben su producto y pasan directamente a la cola de la caja a pagarlo.
f. Recopilación y modelado de datos
Con el fin de tener los datos necesarios que faciliten la identificación del comportamiento de las actividades que involucran la producción del pollo apanado y asado, uno de los integrantes del grupo junto con (nombre del encargado), se dispusieron a la toma de los tiempos de llegada de los clientes, del tiempo en que son atendidos, del tiempo en que se demora la entrega del pedido, el tiempo en la caja.
Al finalizar con la recolección de datos, se busca analizar estadísticamente dicha información, con el propósito de encontrar un tamaño de muestra coherente y adecuada para cada una de las actividades involucradas en el proceso. Para calcular dicho tamaño se hizo uso de la ecuación 1 donde n es el tamaño de la muestra, E el error máximo permitido en la estimación y se refiere al valor de la varianza de los datos [29], [30].
![]() Ecuación 1. Tamaño de la muestra.
Ecuación 1. Tamaño de la muestra.
El tamaño de la muestra sugerido para algunas actividades fue alto (Ver tabla 2), por esa razón se decide hacer una muestra que estuviera entre los valores más pequeños (32-37). Además, para la toma de los tiempos se contaba con la disponibilidad del encargado, el cual asignó un día para realizar la actividad y la entrega de información adicional que en el momento no era posible tomar más de una muestra por el tiempo tanto de los encargados del restaurante como de las personas que los tomaron, así como tiempo de preparación de pollo asado (99 minutos en promedio o apanado (35 minutos en promedio).
Tabla 2: Tamaño de muestras.
|
Asado Pedido |
Otros pedidos |
Asado Mesa |
Apanado Mesa |
Mesa Otros |
Caja |
|
Datos |
10 |
10 |
10 |
10 |
10 |
10 |
10 |
Desviación |
4,724 |
4,883 |
5,77 |
2,24 |
2,513 |
1,8 |
1,926 |
Varianza |
22,317 |
23,844 |
33,298 |
5,017 |
6,316 |
3,239 |
3,711 |
Media |
11,947 |
14,56 |
13,247 |
4,004 |
3,851 |
3,913 |
2,821 |
Error |
2,464 |
2,547 |
3,01 |
1,168 |
1,311 |
0,939 |
1,005 |
Alfa |
0,1 |
0,1 |
0,1 |
0,1 |
0,1 |
0,1 |
0,1 |
Z |
1,65 |
1,65 |
1,65 |
1,65 |
1,65 |
1,65 |
1,65 |
n |
223 |
239 |
333 |
50 |
63 |
32 |
37 |
Fuente: Elaboración propia.
Luego, se hace uso de la herramienta estadística Statgraphics®, y de la información suministrada por los encargados para ajustar los datos obtenido a una distribución que se presentan en la tabla 3.
Tabla 3: Ajuste de distribuciones.
|
Distribución |
||
Actividad |
Tipo |
μ (min) |
σ (min) |
Tiempo de preparación pollo apanado |
Average |
35 |
|
Tiempo de preparación pollo asado |
Average |
99 |
|
Llegada de llamadas |
Average |
6,5 |
|
Atención de llamadas |
Average |
3 |
|
Asado pedido |
Normal |
13,6385 |
4,96393 |
Apanado pedido |
Normal |
13,6385 |
4,96393 |
Otros pedidos |
Normal |
13,6385 |
4,96393 |
Asado mesa |
Normal |
4,45162 |
3,10468 |
Apanados mesa |
Normal |
4,45162 |
3,10468 |
Otros_mesa |
Normal |
4,45162 |
3,10468 |
Tiempo de espera antes de irse (comer allí) |
Average |
12 |
|
Tiempo de espera antes de irse (para llevar) |
Average |
20 |
|
Tiempo caja |
Normal |
2,59381 |
1,46768 |
Tiempo entre llegada de clientes |
Normal |
2,99351 |
1,5982 |
Fuente: Elaboración propia.
El modelo cuenta con tres entradas las cuales se refieren a entrada de materia prima (pollos) que se tiene una distribución fija de 240 pollos el viernes y de 220 pollos el sábado (para comenzar la jornada preparando los pollos que quedaron en bodega el día anterior), una entrada de llamadas que tiene una distribución promedio de 1 llamada cada seis minutos y medio y una entrada de clientes que tiene una distribución normal (media = 2,99351, desviación estándar de 1,5982). La preparación del pollo se hace desde las 9 de la mañana para que al momento de abrir no se generen muchos retrasos al entregar pedido o se genere pérdidas de clientes. durante el día se reciben los clientes y se les toma el pedido. los clientes que llaman a pedir domicilios representan el 30% de los clientes totales, el 70% corresponde a los clientes que llegan al restaurante (20% para los que compran y llevan el pollo, 15% comen en el restaurante, 10% compran otros productos, 6% de los que piden mesas se van después de esperar 12 minutos en promedio sin ser atendidos y el 19% de los clientes que van por pollo para llevar se van después de esperar 20 minutos). Para entregar los pedidos de personas que requieren domicilios, lo hacen entre 2 o 3 domiciliarios.
Las personas que están al interior del restaurante y desean comer allí, se les asigna una mesa y luego pasa el mesero a tomar su pedido el cual tiene un tiempo de duración con una distribución normal (media = 4,45162, desviación estándar = 3,10468), el pedido se demora un tiempo que sigue una distribución normal (media = 13,6385, desviación estándar = 4,96393), se le entrega el pedido al cliente y éste se demora en promedio 25 minutos consumiendo su pedido. Luego, pasa a la caja a pagar, la cual tiene un tiempo de atención con una distribución normal (media = 2,59381, desviación estándar de 1,46768) y posteriormente se van.
Las personas que están dentro del restaurante y desean llevar su pedido y consumirlo en otro lugar, pasa el mesero a tomar su pedido el cual tiene un tiempo de duración con una distribución normal (media = 4,45162, desviación estándar = 3,10468), el pedido se demora un tiempo que sigue una distribución normal ( media = 13,6385 , desviación estándar=4,96393), se le entrega el pedido al clientes y pasa a la caja a pagar la cual tiene un tiempo de atención con una distribución normal (media = 2,59381, desviación estándar de 1,46768) y se van (ver figura 1).

Figura 1: Modelo original.
Fuente: Elaboración propia.
Con el propósito de determinar si el modelo de simulación funciona de acuerdo con la realidad se emplearán técnicas de verificación descritas a continuación [31].
Prueba independencia de semilla: consiste en cambiar el valor de las semillas y correr el modelo con el fin de verificar si se obtienen resultados similares a los reales.
Prueba de valores extremos: Para la realización de esta prueba, se consideraron dos escenarios: Escenario 1: poner un valor de entrada de materia prima con un tiempo muy elevado, es decir que la materia prima entre cada 10.000 minutos, no hay nada en bodega almacenado y no hay una cantidad inicial en vitrinas al inicial la atención al cliente, lo que arrojó datos coherente, si esta situación pasará, en la que la entrada de clientes que van por pollos tuvieron una salida de cero personas ( tanto los que llegan al restaurante como los que llaman por domicilios) y se generaron salidas de clientes en aquellos que iban por otro tipo de productos, como se esperaba se generaron grandes colas de personas que esperaban su pedido pero no había con qué entregarlos.
Y finalmente el escenario 2: poner un valor muy pequeño de tiempo de entrada de materia prima, es decir la materia prima llega cada hora, arrojó resultados coherentes, debido a que se ven altos volúmenes de pollo en la entrada y en el almacenamiento, grandes colas en la preparación y en las vitrinas, los clientes que llegan son casi idénticos y por ende la salida de productos es muy baja.
Prueba de consistencia: En esta prueba se buscó duplicar una actividad y reorganizar sus tiempos para determinar si el modelo seguía corriendo correctamente. En este caso se duplicaron las actividades de “preparación pollo asado” y “preparación pollo apanado” y se le asignó el tiempo correspondiente a cada una (198 minutos en promedio y 70 minutos en promedio, respectivamente). el modelo se comportó adecuadamente, los cambios que tuvo en la salida de clientes fueron insignificante, lo que se concluye en que pasa la prueba.
Con el objetivo de determinar el grado en el que el modelo es preciso respecto a la realidad, se validó el modelo con asesoría de un experto. En las asesorías se pudo observar y explicar la lógica del modelo realizado, la descripción del funcionamiento fue de manera clara y sencilla para que fuera fácil el entendimiento por parte de la dueña del restaurante.
El experto validó que el modelo se acercaba al proceso real y se puede afirmar que está en la capacidad de plantear escenarios potenciales y ayudaría en la toma de decisiones conforme a los resultados arrojados por el mismo, permitiendo el mejoramiento de la capacidad de inventarios.
En la parte de verificación se simuló y analizó el comportamiento del modelo al modificar los parámetros de entrada. En el análisis de sensibilidad se estudiará cambiando otros parámetros, como los tiempos que demoran algunas actividades relevantes en el sistema, con el objetivo de observar si el presente modelo es sensible ante los presentes cambios.
Al implementar cambios en el modelo, se asume que algunas actividades llevarán menos tiempo de lo correspondido en la realidad, donde dichas actividades a modificar serán:
- Tiempo en la caja: Normal (media=2,75 y desviación estándar=1,25)
- Tiempo asado pedido: Normal (media=12,76 y desviación estándar=3,84)
- Tiempo asado mesa: Normal (media=3,83 y desviación estándar=3,45)
Al simular el modelo con estos nuevos parámetros, se evidencia que no hubo cambios significativos en los resultados de las demás variables del modelo. Se dice entonces, que el modelo es robusto ante los cambios en sus parámetros. En otras palabras, el modelo es poco sensible ante cambios en la magnitud del tiempo de sus operaciones [32]
Para dar solución a los problemas que se generan en el modelo, como es la poca cantidad de materia prima al finalizar el día de trabajo (que es clave para poder empezar la preparación del pollo al día siguiente, antes de comenzar la atención al cliente y las colas que se generan al final del día de los clientes que piden domicilios), se realizarán otros diseños experimentales, en los cuales se puedan plantear escenarios que proporcionen una solución o cambios que se podrían realizar, para así poder observar si las consecuencias son positivas al momento de una posible implementación y poder recomendarlas a la empresa. Para la realización de los escenarios se tuvo en cuenta el escenario base de Simul8 y los resultados que este arrojó, el cual fue de gran ayuda para determinar cómo funcionaba el sistema, donde podría haber problemas y cómo poner soluciones acordes a la empresa.
A continuación, se presentan los 3 escenarios propuestos con sus respectivos objetivos, supuestos, hipótesis, factores y longitud de corrida para dar una mayor claridad de éstos [33], [34].
Escenario 1: este es el escenario base que se simuló inicialmente cómo se comportaba el proceso de la empresa, el cual se acercaba mucho a lo que pasa en la realidad.
Al final de la jornada laboral se observa que en la cola de clientes que esperan por obtener su pedido en la parte de domicilios es alta, debido a que no se cuenta con la cantidad de pollo adecuada para suplir la demanda. se forma una cola de 13 persona que solicita pollo asado y de 15 personas que requieren pollo apanado. estas colas se traducen en ventas que no se pueden hacer efectivas y es plata que deja de recibir la empresa.
Escenario 2: en el segundo escenario se plantea comprar 240 unidades que corresponden a la capacidad máxima de la empresa, cuando se realiza este cambio se observa que las colas de personas que llaman y piden domicilios disminuyen a pollo apanado 2 personas y pollo asado 10 personas. se logra reducir el número de personas a las cuales no se les puede entrar pedido por falta de materia prima.
Escenario 3: para el escenario tres, se plantea comprar 240 unidades de pollo el viernes y 220 unidades de pollo para el sábado, al iniciar la jornada y pedirle al proveedor que lleve 39 pollos más a las 6 de la tarde, con el fin de suplir la demanda de clientes que quedan en cola para los domicilios. al correr estos cambios en el modelo se observa que las colas de ambos tipos de pedido para clientes que piden a domicilio (pollo asado y apanado), se reducen significativamente y solo queda de a una persona en cola y se venden todos los productos debido a que en las vitrinas no queda ninguno. así se logra maximizar las utilidades y se disminuye el número de clientes a los que no se les puede vender productos por falta de materia prima.
Se decide elegir el escenario 3, debido a que soluciona el problema de falta de materia prima para suplir la demanda de personas que solicitan un domicilio. las colas se reducen significativamente en las cuales solo queda una persona por cada cola (pollo asado o apanado). por ello hay que proponer que se haga una entrega extra de materia prima en las horas de la tarde haría que las utilidades mejores y además aumentan su productividad (Ver figura 2).
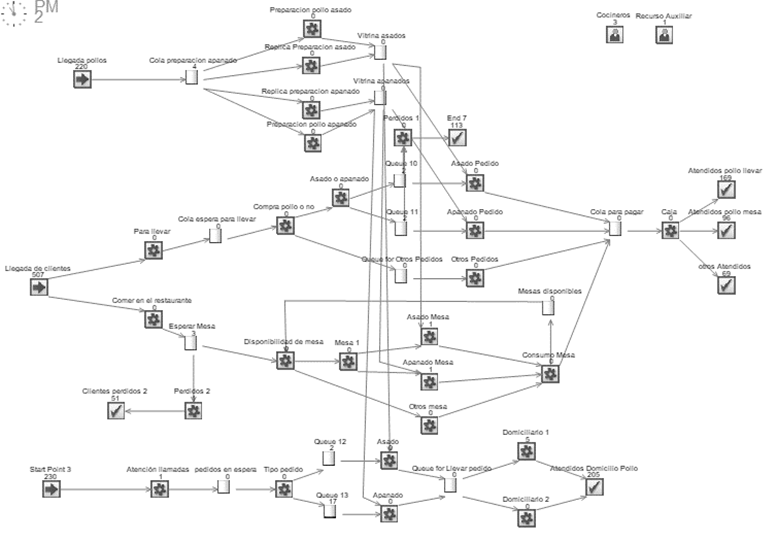
Figura 2: Resultado con duplicado de actividades.
Fuente: Elaboración propia.
De acuerdo con los análisis realizados a los experimentos del párrafo anterior:
- Pedir una orden nueva al final del día al proveedor de materia prima, para cubrir mayor cantidad de demanda de los clientes.
- Para los viernes y sábados se sugiere comprar la capacidad total de la bodega en materia prima para maximizar las utilidades.
Como se observa en la aplicación de la metodología, se evidencia que la simulación es una herramienta sencilla y que permite experimentación y toma de decisiones simple, de manera gráfica y cercana a los decisores. Los modelos de simulación discreta son tradicionalmente empleados en procesos productivos e incluyen un alto componente estadístico, pero se simplifica considerablemente el proceso de análisis de resultados. No se encuentran modelos en la literatura que hagan referencia a la producción de la empresa, de la magnitud de esta, configurando un aporte en el modelado de problemas a escala micro.
En una visión holística del restaurante, se observa que están teniendo un buen funcionamiento, haciendo uso de forma eficiente de sus recursos, y aunque la demanda de clientes que solicitan un domicilio, en ocasiones supera su capacidad de venta por la falta de materia prima, se resalta que están vendiendo la totalidad de su producto y no les están quedando excesos de producto terminado que se traduciría en pérdidas, ya que no se podría usar para la venta del día siguiente.
Las alternativas sugeridas para la empresa les permitirá atender la demanda de clientes a los que no se les puede entregar el pedido por falta de materia prima disponible (pollos) esto aumentaría sus ganancias y les permitirá tener un inventario con el cual empezar su producción del día siguiente hasta que llegue nuevamente el proveedor con la materia prima.
Al realizar un modelo lo suficientemente robusto permite poder realizar cambios y mejoras a un proceso, debido a que no es sensible a cambios pequeños en sus variables que indican se hizo un buen trabajo al simularlo. La alternativa sugerida al restaurante permite tener inventario con el cual trabajar al día siguiente, no quedarían con producto transformado en las vitrinas (todo se vendería), la cantidad de clientes atendidos (por domicilios y los que llegan al restaurante) sería mayor, lo que se traduce en mejores ganancias.
Como elementos generales, se puede identificar que el aporte en cuanto al modelado de problemas en empresas pequeñas es necesario acercar la herramienta a los clientes necesarios. Para representar un sistema mediante la herramienta de simulación de eventos discretos se debe de contar con información de primera mano que permita ingresar los elementos propios del sistema real, evitando así realizar supuestos que limitan el buen funcionamiento del sistema de interés. Mediante el desarrollo práctico de este trabajo se afianzaron los elementos teóricos adquiridos a través de la academia, disminuyendo así la brecha existente entre lo teórico y práctico
[1] R. Ronaldo, “Measuring the performance of poultry business through effective supply chain management skills,” Uncertain Supply Chain Manag., vol. 8, no. 1, pp. 55–66, 2020, doi: 10.5267/j.uscm.2019.8.006.
[2] X. Wen, L. Li, S. Sun, Q. He, and F. S. Tsai, “The contribution of chicken products’ export to economic growth: Evidence from china, the United States, and Brazil,” Sustain., vol. 11, no. 19, 2019, doi: 10.3390/su11195253.
[3] J. C. Restrepo, J. F. Rave, and G. Peña, “Planteamiento de políticas para la solución de problemas en Pymes del sector de productos cárnicos,” 2005.
[4] J. D. J. D. Sterman, Business dynamics: Systems thinking and modeling for a complex world with CD-ROM, vol. 53. Irwin/McGraw-Hill, 2000.
[5] C. A. Gil Gonzalez, J. P. Orejuela Cabrera, and D. Peña Calderon, “El Problema de patrones de corte, clasificación y enfoques/Cutting stock problem, classification and approaches,” Prospectiva, vol. 15, no. 1, pp. 112–126, 2017, doi: 10.15665/rp.v15i1.718.
[6] C. E. Golden, M. J. Rothrock, and A. Mishra, “Mapping foodborne pathogen contamination throughout the conventional and alternative poultry supply chains,” Poult. Sci., p. 101157, 2021, doi: 10.1016/j.psj.2021.101157.
[7] N. Al Theeb, H. J. Smadi, T. H. Al-Hawari, and M. H. Aljarrah, “Optimization of vehicle routing with inventory allocation problems in Cold Supply Chain Logistics,” Comput. Ind. Eng., vol. 142, no. February, p. 106341, 2020, doi: 10.1016/j.cie.2020.106341.
[8] S. M. Hosseini Bamakan, S. Ghasemzadeh Moghaddam, and S. Dehghan Manshadi, “Blockchain-enabled pharmaceutical cold chain: Applications, key challenges, and future trends,” J. Clean. Prod., vol. 302, p. 127021, 2021, doi: 10.1016/j.jclepro.2021.127021.
[9] C. M. Galanakis, Sustainable meat production and processing. 2018.
[10] S. Minegishi and D. Thiel, “System dynamics modeling and simulation of a particular food supply chain,” Simul. Pract. Theory, vol. 8, no. 5, pp. 321–339, 2000, doi: 10.1016/S0928-4869(00)00026-4.
[11] X. Xiao et al., “A quantitative risk assessment model of Salmonella contamination for the yellow-feathered broiler chicken supply chain in China,” Food Control, vol. 121, 2021, doi: 10.1016/j.foodcont.2020.107612.
[12] F. Asche, A. L. Cojocaru, and B. Roth, “The development of large scale aquaculture production: A comparison of the supply chains for chicken and salmon,” Aquaculture, vol. 493, pp. 446–455, 2018, doi: 10.1016/j.aquaculture.2016.10.031.
[13] K. S. Huang and F. Gale, “Food demand in China: Income, quality, and nutrient effects,” China Agric. Econ. Rev., vol. 1, no. 4, pp. 395–409, 2009, doi: 10.1108/17561370910992307.
[14] J. Izar-Tenorio, P. Jaramillo, W. M. Griffin, and M. Small, “Impacts of projected climate change scenarios on heating and cooling demand for industrial broiler chicken farming in the Eastern U.S,” J. Clean. Prod., vol. 255, 2020, doi: 10.1016/j.jclepro.2020.120306.
[15] M. S. Ramirez, M. Zapata, S. Castro, and R. A. Ortiz Garcia, “Análisis de la producción de productos alimenticios tipo snacks mediante simulación de eventos discretos en una empresa de Medellín,” Rev. Prospect., vol. 17, no. 1, pp. 33–41, 2019, doi: 10.15665/rp.v17i1.1794.
[16] Y. C. Chang, W. C. Chen, Y. N. Yang, and H. C. Chao, “A flexible web-based simulation game for production and logistics management courses,” Simul. Model. Pract. Theory, vol. 17, no. 7, pp. 1241–1253, 2009, doi: 10.1016/j.simpat.2009.04.009.
[17] A. Tique Cifuentes and D. F. Chacon Gomez, “Modelamiento de un clúster de alta disponibilidad para la implementación de un sistema E-Commerce en MIPYMES del sector de alimentos de Bogotá,” UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS, 2019.
[18] D. A. Velez, F. Ceballos, and G. Sanchez-Torres, “Simulation-Based Improvement Procedure for Small-Scale Shoe Manufacturing Companies,” J. Adv. Manuf. Syst., vol. 17, no. 01, pp. 23–33, 2018, doi: 10.1142/S0219686718500026.
[19] P. A. Sanchez, F. Ceballos, and G. S. Torres, “A dressmaking factory production process analysis modeling and simulation,” Cienc. e Ing. Neogranadina, vol. 25, no. 2, pp. 137–150, 2015.
[20] R. Lovreglio, A. Fonzone, L. dell’Olio, and D. Borri, “A study of herding behaviour in exit choice during emergencies based on random utility theory,” Saf. Sci., vol. 82, pp. 421–431, 2016, doi: 10.1016/j.ssci.2015.10.015.
[21] O. Quiroga, G. Rosseti, L. M. Arcusin, and D. Costa, “Modelos de simulación para el estudio de empresas productivas,” Rev. Iberoam. Ing. Ind., vol. 1, no. 2, pp. 02–23, 2009.
[22] C. Kieran, E. Mark, T. Jillian, and T. Stanley, Simulation Modeling with SIMUL8, 4.1. Visual Thinking International, 2007.
[23] STATGRAPHICS, “A Statistical Graphics Software System,” Disasters, vol. 12, no. 4, p. 18, 1988, [Online]. Available: http://onlinelibrary.wiley.com/doi/10.1111/j.1467-7717.1988.tb00682.x/abstract.
[24] C. Martínez, Estadística y muestreo, 13th ed. Bogotá, Colombia: ECOE ediciones Ltda., 2016.
[25] J. J. López-Andrés, A. A. Aguilar-Lasserre, L. F. Morales-Mendoza, C. Azzaro-Pantel, J. R. Pérez-Gallardo, and J. O. Rico-Contreras, “Environmental impact assessment of chicken meat production via an integrated methodology based on LCA, simulation and genetic algorithms,” J. Clean. Prod., vol. 174, pp. 477–491, 2018, doi: 10.1016/j.jclepro.2017.10.307.
[26] R. M. Vanalle, W. C. Lucato, M. Vieira Júnior, and I. D. Sato, “Uso de la Simulación Monte Carlo para la Toma de Decisiones en una Línea de Montaje de una Fábrica,” Inf. tecnológica, vol. 23, no. 4, pp. 33–44, 2012, doi: 10.4067/S0718-07642012000400005.
[27] J. Banks, Handbook of Simulation: Principles, Methodology, Advances, Applications, and Practice, 2nd ed. New York: John Wiley & Sons, 1998.
[28] P. Sharma, “Discrete-event simulation,” Int. J. Sci. Technol. Res., vol. 4, no. 04, pp. 136–140, 2015.
[29] M. Ahmed and A.-S. K. Pathan, Data Analytics Concepts, Techniques, and Applications, vol. 91, no. 5. 2012.
[30] D. C. Montgomery, “Diseño de Experimentos,” 2004.
[31] S. J. Aboud, M. Al Fayoumi, and M. Alnuaimi, “Verification and validation of simulation models,” in Handbook of Research on Discrete Event Simulation Environments: Technologies and Applications, 2009, pp. 58–74.
[32] L. Gulyás and G. Kampis, “Models, Representations and Comparisons in Computer Simulations,” Procedia Comput. Sci., vol. 66, pp. 5–12, 2015, doi: 10.1016/j.procs.2015.11.003.
[33] D. Kibira, Q. Hatim, S. Kumara, and G. Shao, “Integrating data analytics and simulation methods to support manufacturing decision making,” in Proceedings - Winter Simulation Conference, 2016, vol. 2016-Febru, pp. 2100–2111, doi: 10.1109/WSC.2015.7408324.
[34] B. Ceballos, M. T. Lamata, D. Pelta, and J. M. Sanchez, “El método topsis relativo vs. Absoluto,” Recta, vol. 14, no. 2, pp. 181–192, 2013.